我们已通过由ISO(国际标准化组织)实施的ISO9001-2008质量管理体系和环境管理体系ISO14001-2004认证,并进行维持和改进。
为逐渐提高技术水平,我们对自己设定的技术难题进行内部调查和实验,不断汇总和积聚技术储备能量。


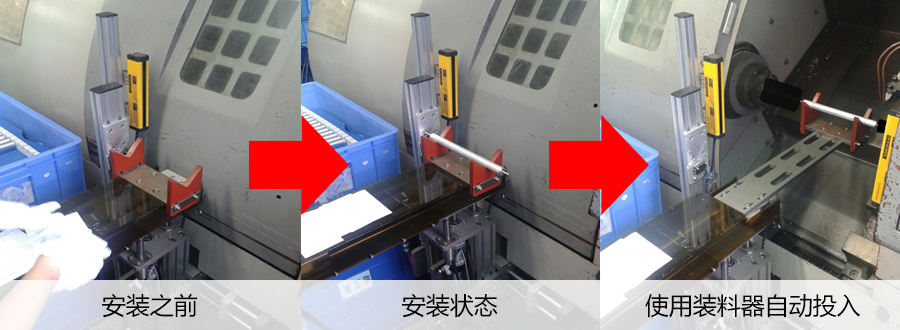
机械化的节省劳力化(切削工程)
| 改善前 | 改善后 | |
|---|---|---|
| 内容 | 工作人员手工投入加工之前后的物品,取出物品。 | 采用自动装料器装,使加工投入工作的自动化。 |
| 问题和改善 | 作业效率不好。 有工作人员的安全性的问题。 |
一个人会把2台外径机操作。 因为没有手工,所以提高了安全性。 |
| 効果 | 1台设备需要1个工作人员。 | 2台设备一个人会操作, 人区效应是2倍(减半)。 |
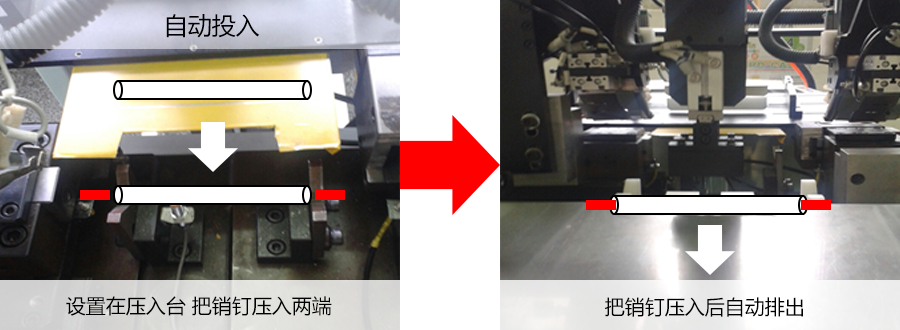
根据机械化节省劳力化(压接工程)
| 改善前 | 改善后 | |
|---|---|---|
| 内容 | 工作人员对压入机手工设定管子和销钉。 (半手工) |
分别把管子和销钉放入装料器,会自动压入。 (自动工作) |
| 问题和改善 | 因此每次把管子和销钉重新手工设定,所以需要工时。 | 根据使用装料器的流水作业,缩短了每个压入时间。 |
| 効果 | 工作人员得始终在压入机一直工作。 | 工作人员不需要一直在压入机工作。 削减人区以及缩短工时。 |
根据机械化节省劳力化(磷化工程)
| 改善前 | 改善后 | |
|---|---|---|
| 内容 | 工作人员手工进行每个槽的处理时间和槽間的移动工作。 | 警报管理浸渍时间。 使用起重机实现了移动槽的自动化。 |
| 问题和改善 | 因为不适当处理时间(超过)而粗心大意地发生不良品。 | 因为管理设置处理时间和使用起重机自动,所以实现了防止粗心大意的毛病和提高效率。 |
| 効果 | 质量偏差,不良率不跌下来。 | 质量的稳定化和减低不良率。 |

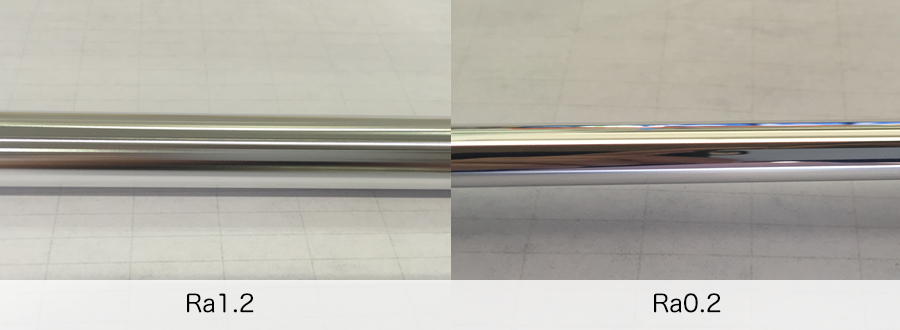
表面粗度精度提高(Ry3.0→Ry1.0)
| 改善前 | 改善后 | |
|---|---|---|
| 内容 | 已有设备的加工能力限度。 | 导入专用表面粗心加工设备。 |
| 问题和改善 | 高精度表面粗心的对应是困难的。 | 改进表面粗心的加工精度/提高。 |
| 効果 | 一般铝产品的表面粗心 非镜子Ra1.6以下 镜子Ra0.4/Ry1.6 |
Ra0.2/Ry1.0以下 能对应 |
无芯研磨次数削减
| 改善前 | 改善后 | |
|---|---|---|
| 内容 | 以往,粗研磨工程实施一般的研磨次数。 | 根据粗研磨工程的研磨量和重看条件,削减研磨次数。 |
| 问题和改善 | 研磨次数多=成本高 一次研磨量增加的话,对产品的加工负荷大。 |
测试各种研磨量,速度的水平,实现研磨次数的削减。 |
| 効果 | 粗研磨工时不减少的话,加工费也不能下来,还有增加产品的话,加工设备不充足。 | 根据粗研磨工时缩短,实现了减低加工费和加工设备的加工能力提高。 |
