We hold and continuously maintain ISO9001-2008 quality management system certificate and ISO14001-2004 environmental management certificate from International Organization for Standardization
As a step to improve our technical capability, each production worker has to conduct his or her own investigation, conduct experiments and generate a corrective action report whenever a technical issue, no matter big or small, occurs.


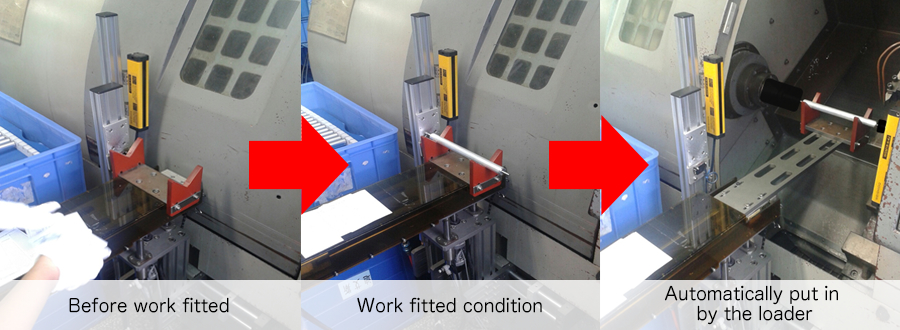
Labor saving (cutting process) by mechanization
| Before the improvement | After the improvement | |
|---|---|---|
| Content detail | Putting the unprocessed items in and taking the processed items out were carried out by workers manually. | Automatic loader system is adopted, automating process work input work of products. |
| Problems and Improvements | The labor is ineffective. There’s a safety problem for the workers. |
It’s been made possible for one person to operate two outer diameter detectors. The safety improves the discarding of manual labor. Effect. |
| Effects | It needs one worker per piece of equipment. | Two pieces of equipment can be handled by one person, the labor effectiveness is twice (half the amount of labor) |
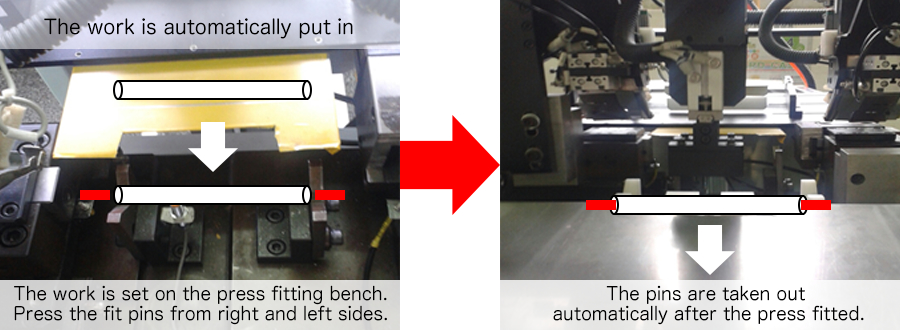
Labor saving (Press fit) by mechanization
| Before the improvement | After the improvement | |
|---|---|---|
| Content detail | It used to take more of a workload before because of the manual labor as they had to reset pipes and pins each item in operation. | The assembly line system became possible and the number of seconds for pressing shortened. |
| Problems and Improvements | It used to take more of a workload before because of the manual labor as they had to reset pipes and pins each item in operation. | The assembly line system became possible and the number of seconds for pressing shortened. |
| Effects | One worker needs to be working per press fitting machine. | No worker has to stay and work at the press fitting machine anymore.A reduction in labor and a shortened number of seconds per process. |
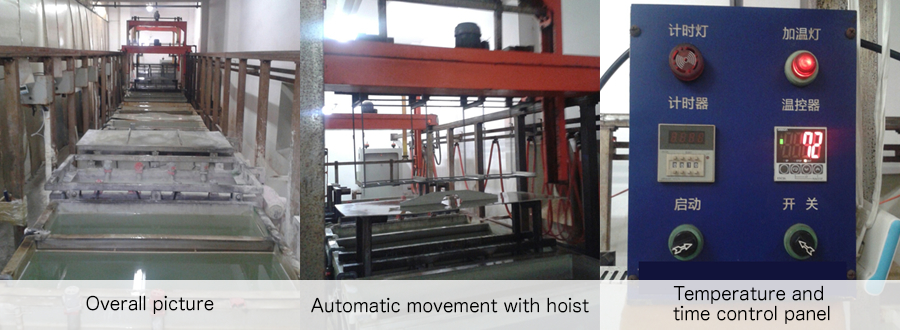
Labor saving (parker process) by mechanization
| Before the improvement | After the improvement | |
|---|---|---|
| Content detail | Processing length of time each tank, moving between tank to tank was done manually by workers. | The immersion time is controlled by an alarm system. Moving to each tank was made automated by using a hoist. |
| Problems and Improvements | There are some failure occurrences because of silly mistakes such as the inappropriate processing time (exceeded). | By setting controlling the processing time, operational efficiency became possible through automation moving with hoist. |
| Effects | Effective quality is varied | Stable quality where the defective level doesn’t come down and the reduction of the defective level. |
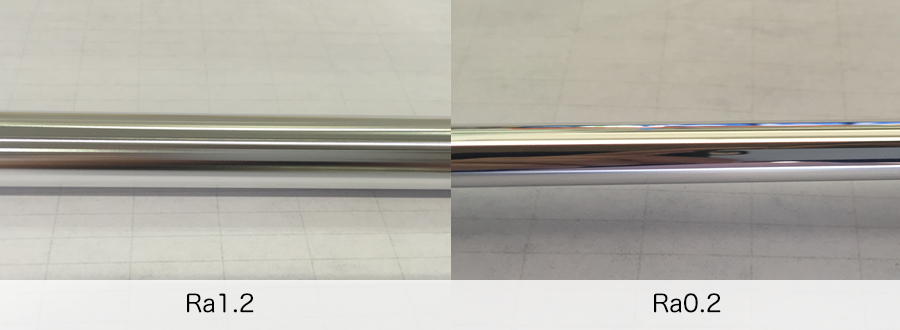
Improvement of surface roughness accuracy (Ry3.0→Ry1.0)
| Before the improvement | After the improvement | |
|---|---|---|
| Content detail | The remittance of the process by the existing equipment. | Installation of processing equipment specialized for surface roughness. |
| Problems and Improvements | It is difficult to process high accuracy surface roughness. | Improvement of surface roughness accuracy. |
| Effects | Regular aluminum product’s surface roughness. Non-specular Ra1.6 or less. Mirror surface Ra0.4 / Ry1.6 |
Ra0.2 / Ry1.0 or less can be processed. |
Reduction of center less polishing times.
| Before the improvement | After the improvement | |
|---|---|---|
| Content detail | Roughness polishing process that used to be conducted with the conventional number of polishing times. | The number of polishing times reduced by reviewing the polishing amount and conditions of roughness polishing process. |
| Problems and Improvements | The number of polishing times are a lot = more cost.When the polishing amount per time increased, the processing load to the products will be more. | Each level of polishing amount and speed were tested and achieved a reduction in the number of polishing times. |
| Effects | Without reducing the number of roughness polishing times, the cost of processing will not be reduced. Also, when the number of products increase, the processing facility will not be enough. | The reduction of processing cost and an increase in processing equipment capacity were realized by shortening the time for roughness polishing. |